
ลวดเชื่อมทังสเตน TUNGSTEN ELECTRODES
ลวดเชื่อมทังสเตน (Tungsten electrode) เป็นลวดอิเล็กโทรดแบบไม่สิ้นเปลือง (Non Consumable Electrode) แต่ละสีจะผลิตจากวัสดุที่แตกต่างกันตามการใช้งาน ใช้ในงานเชื่อมอาร์กอน หรืองานเชื่อมทิก (TIG) ทั้งโลหะประเภทเหล็ก (Ferrous metals) และโลหะที่ไม่ใช่เหล็ก (Non Ferrous metal) นิยมใช้กับงานแม่พิมพ์ ภาชนะบรรจุทั้งของเหลวและแก๊ส งานที่ต้องการความเที่ยงตรง และความแข็งแรงของรอยเชื่อม
ลวดเชื่อมทังสเตน แต่ละสีใช้เชื่อมอะไร ?
สิ่งสำคัญที่ต้องคำนึงถึงก่อนเลือกใช้ลวดเชื่อมทังสเตนทุกครั้ง คือ ประเภทชิ้นงาน และขนาดชิ้นงาน โดยสวดทังสเตนแต่ละสี แต่ละขนาด จะเหมาะกับการใช้งานที่ต่างกันไป ดังนี้

ลวดเชื่อมทังสเตน สีทอง ใช้แต้มแผ่นเหล็กบางกับเหล็กที่มีส่วนผสมของอัลลอยด์สูง เชื่อมทับบนวาล์ว DIE คาร์ไบด์ ใช้กับการเชื่อม Plasma (Wels Cut) / Plasma spray Micro-plasma เหมาะมากกับการเชื่อมอาร์คซ้ำ ๆ และไม่ก่อให้เกิดกัมมันตภาพรังสีอีกด้วย ใช้ได้ทั้งกระแสตรงและกระแสสลับ DC/AC

ลวดเชื่อมทังสเตน สีแดง ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม สามารถนำกระแสไฟฟ้าได้ดี และมีความคงที่ ให้แนวเชื่อมที่ลึก และการอาร์คได้อย่างดีเยี่ยม ใช้กับการเชื่อม TIG/ Plasma / กระแสตรง DC

ลวดเชื่อมทังสเตน สีเทา ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม TIG / Plasma / กระสตรง DC

ลวดเชื่อมทังสเตน สีเขียว ใช้เชื่อมอลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ นำไฟฟ้ากระแสต่ำ ได้ดีกว่าสีอื่น ๆ และไม่ก่อให้เกิดกัมมันตภาพรังสี ใช้กับการเชื่อม TIG / กระแสสลับ AC
ลวดเชื่อมทังสเตน สีน้ำเงิน เป็นลวดเชื่อมที่นำเอาข้อดีของทังสเตนสีแดง และทังสเตนสีเขียวมารวมไว้ด้วยกัน ช่วยให้การเชื่อมอาร์กเริ่มต้นได้ดี อาร์กนิ้ม สม่ำเสมอ มีอายุการใช้งานยาวนานกว่าสีแดง ใช้เชื่อมอลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ และไม่ก่อให้เกิดกัมมันตภาพรังสี ใช้กับการเชื่อม TIG / กระแสสลับ AC
 ลวดเชื่อมทังสเตน สีขาว ใช้เชื่อมโลหะแบบ จำพวกแม่มพิมพ์ อลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ ใช้กับการเชื่อม TIG / กระแสสลับ AC
ลวดเชื่อมทังสเตน สีขาว ใช้เชื่อมโลหะแบบ จำพวกแม่มพิมพ์ อลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ ใช้กับการเชื่อม TIG / กระแสสลับ AC

ลวดเชื่อมทังสเตน สีม่วง ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม Auto TIG /กระแสตรง DC

ลวดเชื่อมทังสเตน สีเหลือง ใช้เชื่อม Low alloy สแตนเลส,ทองแดง,นิเกิล ใช้กับการเชื่อม TIG /Plasma Weld / กระแสตรง DC
 ลวดเชื่อมทังสเตน สีส้ม ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม Auto TIG /กระแสตรง DC
ลวดเชื่อมทังสเตน สีส้ม ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม Auto TIG /กระแสตรง DC
เทคนิคการเชื่อมอาร์กอน มีอะไรบ้าง ?
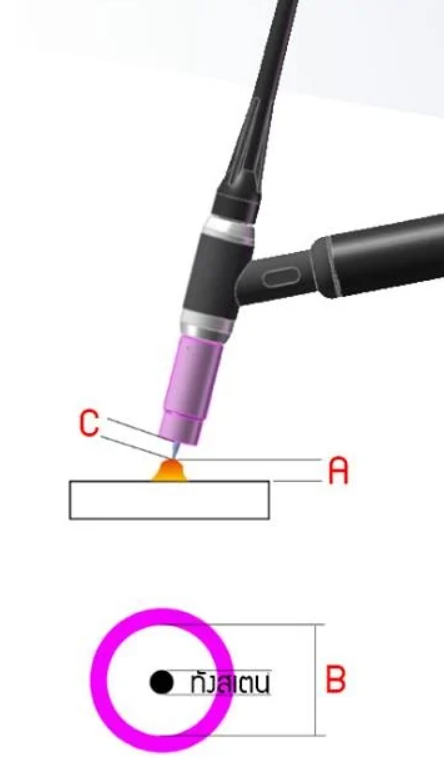
A ระยะอาร์ค : ให้ใช้ค่าระยะอาร์ค เท่ากับ ขนาดของทังสเตนที่ใช้ หรือ น้อยกว่า
B ขนาดของ Nozzle (ด้านใน) : อย่างน้อยต้องเท่ากับ 3 เท่า เช่น ทังสเตนขนาด 1/16 นิ้ว ดังนั้น ต้องใช้ Nozzle ที่มีขนาดภายใน 3/16 นิ้ว
C ระยะยื่นของทังสเตน : ต้องไม่เกินขนาดภายในของ Nozzle (ในกรณีนี้ต้องไม่เกิน 3/16 นิ้ว) ถ้าต้องเชื่อมงานที่จำเป็นต้องให้ทังสเตนยาว ไปจากที่กำหนด ต้องใช้ Gas Lens
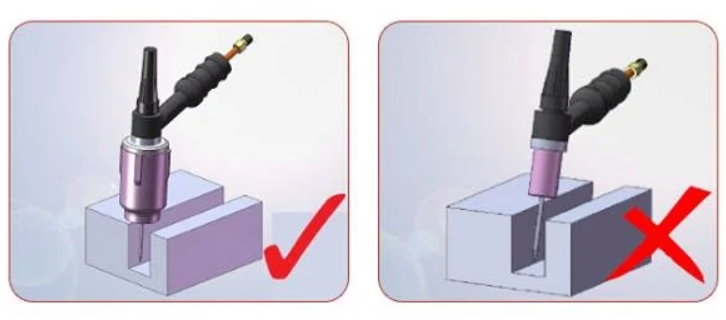
การเชื่อมทิก สําหรับในซอกแคบและลึก ที่ไม่สามารถ นําหัวเชื่อมลงไปในตำแหน่งจุดเชื่อมได้ แนะนำให้ใช้ Gas Lens ซึ่งจะช่วยลดการปรวนแปรของก๊าซปกคลุม แนวเชื่อมที่ออกจาก Nozzle ทําให้ก๊าซพุ่งออกจาก Nozzle ได้ไกลขึ้น และสามารถจับทังสเตนได้ยาวขึ้น กว่าปกติ
เทคนิคการลับปลายทังสเตนสำหรับการเชื่อมอาร์กอน หรือการเชื่อมทิก (TIG)
การลับปลายทังสเตนที่ใช้สำหรับการเชื่อมทิก มีผลโดยตรงต่อลักษณะของเปลวอาร์คขณะที่ ทำการเชื่อม โดยปกติการลับปลายทังสเตนนั้น ควรจะใช้ล้อหินเจียรหรือเครื่องลับที่เหมาะสมสำหรับ ทังสเตนเท่านั้น เพื่อป้องกันการปนเปื้อนหรือการฝังตัวของเศษโลหะในเนื้อทังสเตน เนื่องจากอาจทำ ให้เกิดปัญหาหรือข้อบกพร่องในแนวเชื่อม นอกจากนั้นทิศทางการลับปลายทังสเตนยังส่งผลโดยตรง ตอลักษณะของเปลวอาร์คด้วย
ทิศทางของทังสเตนในขณะลับปลายนั้น วิธีที่ถูกต้องจะต้องวางทิศทางการลับให้เป็นแนว เดียวกับทังสเตน ตามรูป ก. เพื่อที่จะให้เปลวอาร์คสามารถพุ่งตรงและกำหนดตำแหน่งของอาร์คได้ง่าย การลับปลายทังสเตนตามแนวขวาง ตามรูป ข. เป็นวิธีการลับที่ไม่ถูกต้องและควรหลีกเลี่ยง
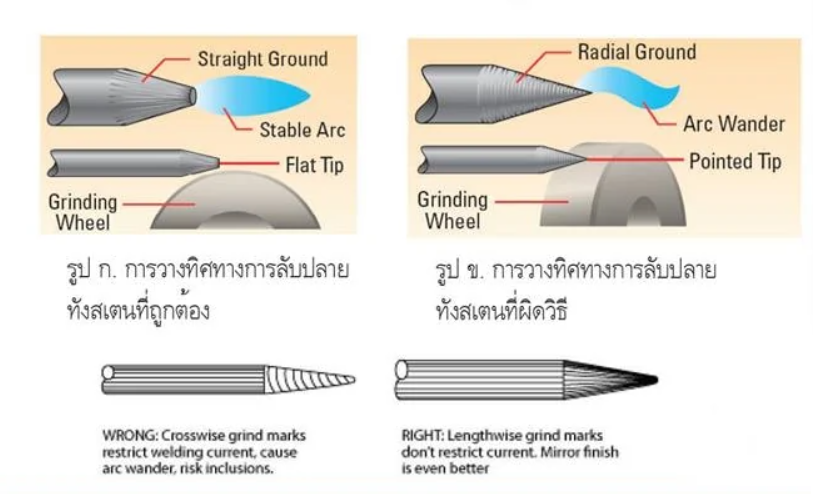
เหตุผลคือขณะเชื่อม การไหลของอิเล็กตรอนที่ทังสเตนนั้นจะมีความหนาแน่นสูงที่ผิว การ ลับปลายในแนวขวางจะทำให้อิเล็กตรอนที่ไหลนั้นต้องข้ามร่องรอยที่เกิดขึ้นจากการลับ ทำให้เกิดการ อาร์คก่อนที่จะถึงปลายทังสเตน เกิดการอาร์คที่กว้างและบานออก ทังสเตนจะมีความร้อนสูงและทำ ให้ละลายหรือสึกหรอเร็วกว่าที่ควรจะเป็น
การลับปลายในแนวเดียวกับทังสเตนทำให้อิเล็กตรอนไหลได้อย่างสะดวก โดยเฉพาะ ทังสเตนที่ลับปลายให้มีความเรียบเงา อิเล็กตรอนจะวิ่งรวมกันที่ปลายทังสเตนเป็นจุดเดียว ก่อให้ เกิดการอาร์คที่ตรง ลำอาร์คแคบและสม่ำเสมอ สามารถกำหนดจุดเชื่อมได้ตามที่ต้องการ
แนวทางการลับปลายทังสเตนสำหรับการเชื่อมอาร์กอน หรือการเชื่อมทิก (TIG)
จากการศึกษาพบว่า มุมของปลายทังสเตนจะมีผลโดยตรงต่อลักษณะของแนวเชื่อมที่ ได้ อันเป็นผลมาจากกลไกทางอาร์คฟิสิกส์ เกี่ยวกับเรื่องนี้ สามารถกล่าวโดยสรุปได้ว่า การลับ ปลายของทังสเตนที่แหลมหรือมุมน้อยจะทำให้บ่อหลอมละลายของแนวเชื่อมกว้าง เกิดการหลอม ลึกน้อยหรือตื้น ในทางกลับกัน การลับปลายของทังสเตนที่เป็นมุมบ้านหรือมุมสูงจะทำให้บ่อหลอม ละลายของแนวเชื่อมแคบ เกิดการหลอมลึกมาก ตามรูป
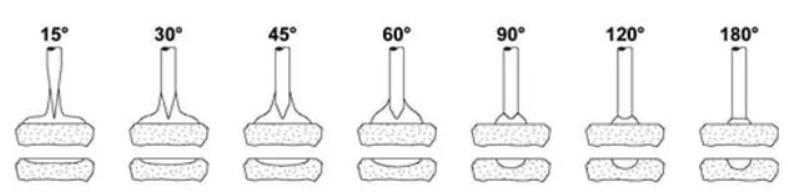
อย่างไรก็ตาม การลับปลายทังสเตนที่แหลมมาก ๆ นั้น เหมาะสำหรับการเชื่อมที่ระดับ กระแสเชื่อมน้อย ๆ ในงานที่มีความหนาไม่มากนัก เช่น งานโลหะแผ่น หากใช้ทังสเตนปลายแหลม กับการเชื่อมกระแสสูง จะเพิ่มความเสี่ยงในการที่ปลายทังสเตนจะหลอมและหักลงไปในแนวเชื่อม ดังนั้นต้องใช้มุมของทังสเตนที่มากขึ้น ในการเชื่อมงานทั่ว ๆ ไปที่ใช้กระแสเชื่อมไม่เกิน 90 แอมป์ เราอาจจะใช้มุมทังสเตนประมาณ 20 - 30 องศา ก็เพียงพอ แต่หากกระแสเชื่อมสูงกว่า 90 แอมป์ แนะนำให้ใช้มุมทังสเตนที่สูงขึ้น
ลักษณะปลายทังสเตน ที่ผ่านการเชื่อม
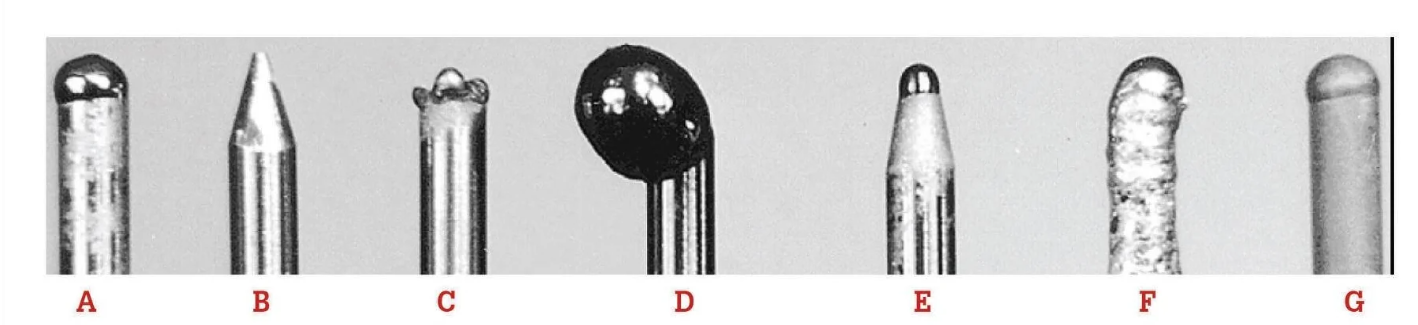
ทังสเตน รูป A มีลักษณะปลายเป็นลักษณะบอล ซึ่งเป็นลักษณะของทังสเตนบริสุทธิ์ (EWP) ที่ใช้กับกระแสเชื่อมแบบกระแสสลับ AC แบบ Sine wave ในการเชื่อมอลูมิเนียม สังเกตเห็นว่า ลักษณะของปลายเป็นกลมมนเงา
ทังสเตน รูป B เป็นทังสเตนผสมทอเรียม 2% หรือที่เรียกว่าทังสเตนสีแดง หรือทังสเตน 2% (EWTh-2) ที่ลับมุมปลายแหลมเพื่อใช้กับการเชื่อมกระแสตรง (DC) โดยต่อขั้วลบ
ทังสเตน รูป C เป็นทังสเตนผสมทอเรียม 2% หรือที่เรียกว่าทังสเตนสีแดง หรือทังสเตน 2% (EWTh-2) ที่นำไปใช้เชื่อมอลูมิเนียมด้วยกระแสเชื่อมแบบกระแสสลับ (AC) สังเกตเห็นว่าที่ปลาย ของทังสเตนจะมีลักษณะของปลายมนเล็กๆ หลายจุด ไม่เหมือนกับทังสเตนบริสุทธิ์ตามรูป A ที่มีปลายกลมมนโดยสมบูรณ์
ทังสเตน รูป D เป็นทังสเตนบริสุทธิ์ (EWP) ในการเชื่อมอลูมิเนียม ที่ใช้กับกระแสเชื่อมแบบกระแสสลับ AC แบบ Sine wave หรือการเชื่อมที่ปรับกระแสสมดุลในช่วงคลื่นบวกมากกว่าคลื่นลบ ทำให้ทังสเตนได้รับความร้อนสูงมากเกินกว่าที่รับได้ สังเกตเห็นว่าลักษณะของปลายทังสเตนจะเริ่มหลอมไปในทิศทางหนึ่ง หากทำการเชื่อมต่อไปปลายทังสเตนอาจจะหลอมและหลุดลงไปในแนวเชื่อม
ทังสเตน รูป E เป็นทังสเตนบริสุทธิ์ (EWP) ที่ลับปลายแหลมและนำไปใช้กับการเชื่อมกระแสตรง (DC) โดยต่อขั้วลบ สังเกตเห็นว่าทังสเตนจะพยายามก่อตัวให้เป็นลักษณะกลมมน ซึ่งเป็นลักษณะเฉพาะของทังสเตนชนิดนี้ การใช้ทังสเตนบริสุทธิ์โดยรับปลายแหลมนี้ไม่แนะนำให้ใช้ เนื่องจากปลายทังสเตนมักจะหลอมละลายในขณะเริ่มอาร์คและทำให้ทังสเตนหลุดลงไปผสมกับเนื้อเชื่อม
ทังสเตน รูป F เป็นทังสเตนที่มีความสกปรกอันเนื่องมากจากการที่นำลวดเชื่อมไปสัมผัสกับทังสเตนในขณะเชื่อม ในกรณีเช่นนี้ควรจะหักปลายทังสเตนที่สกปรกออก และทำการลับแต่งปลายทังสเตน ให้เหมาะสม ก่อนที่จะนำไปใช้เชื่อม
ทังสเตน รูป G หากผู้เชื่อมตั้งเวลาการไหลของแก๊สปกคลุมหลังจากหยุดเชื่อม (Gas Post Flow) น้อยเกินไป จะทำให้ทังสเตนมีลักษณะเช่นในรูปนี้ สังเกตเห็นว่าผิวของทังสเตนจะต้านอันเป็นผล มาจากการทำปฏิกิริยากับอากาศในขณะที่ทังสเตนยังคงมีความร้อน หากนำทังสเตนที่มีลักษณะนี้ไปใช้เชื่อม ผิวออกไซด์ที่เกาะอยู่อาจจะหลุดเป็นสะเก็ดและลงไปผสมกับเนื้อเชื่อม ดังนั้นควรตั้งระยะเวลาการไหลของแก๊สหลังจากหยุดเชื่อมให้เหมาะสม ลักษณะที่ดีของผิวทังสเตนหลังจากหยุดการเชื่อมจะต้องเงาเหมือนกับทังสเตนในรูป A
งานเชื่อมอาร์กอน เลือกลวดเชื่อมทังสเตน Grade-A
ลวดเชื่อมทังสเตน สีทอง GOLD TUNGSTEN WL-15
ลวดเชื่อมทังสเตน (Tungsten electrode) เป็นลวดอิเล็กโทรดแบบไม่สิ้นเปลือง (Non Consumable Electrode) แต่ละสีจะผลิตจากวัสดุที่แตกต่างกันตามการใช้งาน ใช้ในงานเชื่อมอาร์กอน หรืองานเชื่อมทิก (TIG) ทั้งโลหะประเภทเหล็ก (Ferrous metals) และโลหะที่ไม่ใช่เหล็ก (Non Ferrous metal) นิยมใช้กับงานแม่พิมพ์ ภาชนะบรรจุทั้งของเหลวและแก๊ส งานที่ต้องการความเที่ยงตรง และความแข็งแรงของรอยเชื่อม
ลวดเชื่อมทังสเตน แต่ละสีใช้เชื่อมอะไร ?
สิ่งสำคัญที่ต้องคำนึงถึงก่อนเลือกใช้ลวดเชื่อมทังสเตนทุกครั้ง คือ ประเภทชิ้นงาน และขนาดชิ้นงาน โดยสวดทังสเตนแต่ละสี แต่ละขนาด จะเหมาะกับการใช้งานที่ต่างกันไป ดังนี้
ลวดเชื่อมทังสเตน สีทอง ใช้แต้มแผ่นเหล็กบางกับเหล็กที่มีส่วนผสมของอัลลอยด์สูง เชื่อมทับบนวาล์ว DIE คาร์ไบด์ ใช้กับการเชื่อม Plasma (Wels Cut) / Plasma spray Micro-plasma เหมาะมากกับการเชื่อมอาร์คซ้ำ ๆ และไม่ก่อให้เกิดกัมมันตภาพรังสีอีกด้วย ใช้ได้ทั้งกระแสตรงและกระแสสลับ DC/AC
ลวดเชื่อมทังสเตน สีแดง ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม สามารถนำกระแสไฟฟ้าได้ดี และมีความคงที่ ให้แนวเชื่อมที่ลึก และการอาร์คได้อย่างดีเยี่ยม ใช้กับการเชื่อม TIG/ Plasma / กระแสตรง DC
ลวดเชื่อมทังสเตน สีเทา ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม TIG / Plasma / กระสตรง DC
ลวดเชื่อมทังสเตน สีเขียว ใช้เชื่อมอลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ นำไฟฟ้ากระแสต่ำ ได้ดีกว่าสีอื่น ๆ และไม่ก่อให้เกิดกัมมันตภาพรังสี ใช้กับการเชื่อม TIG / กระแสสลับ AC
ลวดเชื่อมทังสเตน สีน้ำเงิน เป็นลวดเชื่อมที่นำเอาข้อดีของทังสเตนสีแดง และทังสเตนสีเขียวมารวมไว้ด้วยกัน ช่วยให้การเชื่อมอาร์กเริ่มต้นได้ดี อาร์กนิ้ม สม่ำเสมอ มีอายุการใช้งานยาวนานกว่าสีแดง ใช้เชื่อมอลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ และไม่ก่อให้เกิดกัมมันตภาพรังสี ใช้กับการเชื่อม TIG / กระแสสลับ AC ลวดเชื่อมทังสเตน สีขาว ใช้เชื่อมโลหะแบบ จำพวกแม่มพิมพ์ อลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ ใช้กับการเชื่อม TIG / กระแสสลับ AC
ลวดเชื่อมทังสเตน สีม่วง ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม Auto TIG /กระแสตรง DC
ลวดเชื่อมทังสเตน สีเหลือง ใช้เชื่อม Low alloy สแตนเลส,ทองแดง,นิเกิล ใช้กับการเชื่อม TIG /Plasma Weld / กระแสตรง DC ลวดเชื่อมทังสเตน สีส้ม ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม Auto TIG /กระแสตรง DC
เทคนิคการเชื่อมอาร์กอน มีอะไรบ้าง ?
A ระยะอาร์ค : ให้ใช้ค่าระยะอาร์ค เท่ากับ ขนาดของทังสเตนที่ใช้ หรือ น้อยกว่า
B ขนาดของ Nozzle (ด้านใน) : อย่างน้อยต้องเท่ากับ 3 เท่า เช่น ทังสเตนขนาด 1/16 นิ้ว ดังนั้น ต้องใช้ Nozzle ที่มีขนาดภายใน 3/16 นิ้ว
C ระยะยื่นของทังสเตน : ต้องไม่เกินขนาดภายในของ Nozzle (ในกรณีนี้ต้องไม่เกิน 3/16 นิ้ว) ถ้าต้องเชื่อมงานที่จำเป็นต้องให้ทังสเตนยาว ไปจากที่กำหนด ต้องใช้ Gas Lens
การเชื่อมทิก สําหรับในซอกแคบและลึก ที่ไม่สามารถ นําหัวเชื่อมลงไปในตำแหน่งจุดเชื่อมได้ แนะนำให้ใช้ Gas Lens ซึ่งจะช่วยลดการปรวนแปรของก๊าซปกคลุม แนวเชื่อมที่ออกจาก Nozzle ทําให้ก๊าซพุ่งออกจาก Nozzle ได้ไกลขึ้น และสามารถจับทังสเตนได้ยาวขึ้น กว่าปกติ
เทคนิคการลับปลายทังสเตนสำหรับการเชื่อมอาร์กอน หรือการเชื่อมทิก (TIG)
การลับปลายทังสเตนที่ใช้สำหรับการเชื่อมทิก มีผลโดยตรงต่อลักษณะของเปลวอาร์คขณะที่ ทำการเชื่อม โดยปกติการลับปลายทังสเตนนั้น ควรจะใช้ล้อหินเจียรหรือเครื่องลับที่เหมาะสมสำหรับ ทังสเตนเท่านั้น เพื่อป้องกันการปนเปื้อนหรือการฝังตัวของเศษโลหะในเนื้อทังสเตน เนื่องจากอาจทำ ให้เกิดปัญหาหรือข้อบกพร่องในแนวเชื่อม นอกจากนั้นทิศทางการลับปลายทังสเตนยังส่งผลโดยตรง ตอลักษณะของเปลวอาร์คด้วย
ทิศทางของทังสเตนในขณะลับปลายนั้น วิธีที่ถูกต้องจะต้องวางทิศทางการลับให้เป็นแนว เดียวกับทังสเตน ตามรูป ก. เพื่อที่จะให้เปลวอาร์คสามารถพุ่งตรงและกำหนดตำแหน่งของอาร์คได้ง่าย การลับปลายทังสเตนตามแนวขวาง ตามรูป ข. เป็นวิธีการลับที่ไม่ถูกต้องและควรหลีกเลี่ยง
เหตุผลคือขณะเชื่อม การไหลของอิเล็กตรอนที่ทังสเตนนั้นจะมีความหนาแน่นสูงที่ผิว การ ลับปลายในแนวขวางจะทำให้อิเล็กตรอนที่ไหลนั้นต้องข้ามร่องรอยที่เกิดขึ้นจากการลับ ทำให้เกิดการ อาร์คก่อนที่จะถึงปลายทังสเตน เกิดการอาร์คที่กว้างและบานออก ทังสเตนจะมีความร้อนสูงและทำ ให้ละลายหรือสึกหรอเร็วกว่าที่ควรจะเป็น
การลับปลายในแนวเดียวกับทังสเตนทำให้อิเล็กตรอนไหลได้อย่างสะดวก โดยเฉพาะ ทังสเตนที่ลับปลายให้มีความเรียบเงา อิเล็กตรอนจะวิ่งรวมกันที่ปลายทังสเตนเป็นจุดเดียว ก่อให้ เกิดการอาร์คที่ตรง ลำอาร์คแคบและสม่ำเสมอ สามารถกำหนดจุดเชื่อมได้ตามที่ต้องการ
แนวทางการลับปลายทังสเตนสำหรับการเชื่อมอาร์กอน หรือการเชื่อมทิก (TIG)
จากการศึกษาพบว่า มุมของปลายทังสเตนจะมีผลโดยตรงต่อลักษณะของแนวเชื่อมที่ ได้ อันเป็นผลมาจากกลไกทางอาร์คฟิสิกส์ เกี่ยวกับเรื่องนี้ สามารถกล่าวโดยสรุปได้ว่า การลับ ปลายของทังสเตนที่แหลมหรือมุมน้อยจะทำให้บ่อหลอมละลายของแนวเชื่อมกว้าง เกิดการหลอม ลึกน้อยหรือตื้น ในทางกลับกัน การลับปลายของทังสเตนที่เป็นมุมบ้านหรือมุมสูงจะทำให้บ่อหลอม ละลายของแนวเชื่อมแคบ เกิดการหลอมลึกมาก ตามรูป
อย่างไรก็ตาม การลับปลายทังสเตนที่แหลมมาก ๆ นั้น เหมาะสำหรับการเชื่อมที่ระดับ กระแสเชื่อมน้อย ๆ ในงานที่มีความหนาไม่มากนัก เช่น งานโลหะแผ่น หากใช้ทังสเตนปลายแหลม กับการเชื่อมกระแสสูง จะเพิ่มความเสี่ยงในการที่ปลายทังสเตนจะหลอมและหักลงไปในแนวเชื่อม ดังนั้นต้องใช้มุมของทังสเตนที่มากขึ้น ในการเชื่อมงานทั่ว ๆ ไปที่ใช้กระแสเชื่อมไม่เกิน 90 แอมป์ เราอาจจะใช้มุมทังสเตนประมาณ 20 - 30 องศา ก็เพียงพอ แต่หากกระแสเชื่อมสูงกว่า 90 แอมป์ แนะนำให้ใช้มุมทังสเตนที่สูงขึ้น
ลักษณะปลายทังสเตน ที่ผ่านการเชื่อม
ทังสเตน รูป A มีลักษณะปลายเป็นลักษณะบอล ซึ่งเป็นลักษณะของทังสเตนบริสุทธิ์ (EWP) ที่ใช้กับกระแสเชื่อมแบบกระแสสลับ AC แบบ Sine wave ในการเชื่อมอลูมิเนียม สังเกตเห็นว่า ลักษณะของปลายเป็นกลมมนเงา
ทังสเตน รูป B เป็นทังสเตนผสมทอเรียม 2% หรือที่เรียกว่าทังสเตนสีแดง หรือทังสเตน 2% (EWTh-2) ที่ลับมุมปลายแหลมเพื่อใช้กับการเชื่อมกระแสตรง (DC) โดยต่อขั้วลบ
ทังสเตน รูป C เป็นทังสเตนผสมทอเรียม 2% หรือที่เรียกว่าทังสเตนสีแดง หรือทังสเตน 2% (EWTh-2) ที่นำไปใช้เชื่อมอลูมิเนียมด้วยกระแสเชื่อมแบบกระแสสลับ (AC) สังเกตเห็นว่าที่ปลาย ของทังสเตนจะมีลักษณะของปลายมนเล็กๆ หลายจุด ไม่เหมือนกับทังสเตนบริสุทธิ์ตามรูป A ที่มีปลายกลมมนโดยสมบูรณ์
ทังสเตน รูป D เป็นทังสเตนบริสุทธิ์ (EWP) ในการเชื่อมอลูมิเนียม ที่ใช้กับกระแสเชื่อมแบบกระแสสลับ AC แบบ Sine wave หรือการเชื่อมที่ปรับกระแสสมดุลในช่วงคลื่นบวกมากกว่าคลื่นลบ ทำให้ทังสเตนได้รับความร้อนสูงมากเกินกว่าที่รับได้ สังเกตเห็นว่าลักษณะของปลายทังสเตนจะเริ่มหลอมไปในทิศทางหนึ่ง หากทำการเชื่อมต่อไปปลายทังสเตนอาจจะหลอมและหลุดลงไปในแนวเชื่อม
ทังสเตน รูป E เป็นทังสเตนบริสุทธิ์ (EWP) ที่ลับปลายแหลมและนำไปใช้กับการเชื่อมกระแสตรง (DC) โดยต่อขั้วลบ สังเกตเห็นว่าทังสเตนจะพยายามก่อตัวให้เป็นลักษณะกลมมน ซึ่งเป็นลักษณะเฉพาะของทังสเตนชนิดนี้ การใช้ทังสเตนบริสุทธิ์โดยรับปลายแหลมนี้ไม่แนะนำให้ใช้ เนื่องจากปลายทังสเตนมักจะหลอมละลายในขณะเริ่มอาร์คและทำให้ทังสเตนหลุดลงไปผสมกับเนื้อเชื่อม
ทังสเตน รูป F เป็นทังสเตนที่มีความสกปรกอันเนื่องมากจากการที่นำลวดเชื่อมไปสัมผัสกับทังสเตนในขณะเชื่อม ในกรณีเช่นนี้ควรจะหักปลายทังสเตนที่สกปรกออก และทำการลับแต่งปลายทังสเตน ให้เหมาะสม ก่อนที่จะนำไปใช้เชื่อม
ทังสเตน รูป G หากผู้เชื่อมตั้งเวลาการไหลของแก๊สปกคลุมหลังจากหยุดเชื่อม (Gas Post Flow) น้อยเกินไป จะทำให้ทังสเตนมีลักษณะเช่นในรูปนี้ สังเกตเห็นว่าผิวของทังสเตนจะต้านอันเป็นผล มาจากการทำปฏิกิริยากับอากาศในขณะที่ทังสเตนยังคงมีความร้อน หากนำทังสเตนที่มีลักษณะนี้ไปใช้เชื่อม ผิวออกไซด์ที่เกาะอยู่อาจจะหลุดเป็นสะเก็ดและลงไปผสมกับเนื้อเชื่อม ดังนั้นควรตั้งระยะเวลาการไหลของแก๊สหลังจากหยุดเชื่อมให้เหมาะสม ลักษณะที่ดีของผิวทังสเตนหลังจากหยุดการเชื่อมจะต้องเงาเหมือนกับทังสเตนในรูป A
งานเชื่อมอาร์กอน เลือกลวดเชื่อมทังสเตน Grade-A
ลวดเชื่อมทังสเตน สีทอง GOLD TUNGSTEN WL-15


































ลวดเชื่อมทังสเตน TUNGSTEN ELECTRODES
ลวดเชื่อมทังสเตน (Tungsten electrode) เป็นลวดอิเล็กโทรดแบบไม่สิ้นเปลือง (Non Consumable Electrode) แต่ละสีจะผลิตจากวัสดุที่แตกต่างกันตามการใช้งาน ใช้ในงานเชื่อมอาร์กอน หรืองานเชื่อมทิก (TIG) ทั้งโลหะประเภทเหล็ก (Ferrous metals) และโลหะที่ไม่ใช่เหล็ก (Non Ferrous metal) นิยมใช้กับงานแม่พิมพ์ ภาชนะบรรจุทั้งของเหลวและแก๊ส งานที่ต้องการความเที่ยงตรง และความแข็งแรงของรอยเชื่อม
ลวดเชื่อมทังสเตน แต่ละสีใช้เชื่อมอะไร ?
สิ่งสำคัญที่ต้องคำนึงถึงก่อนเลือกใช้ลวดเชื่อมทังสเตนทุกครั้ง คือ ประเภทชิ้นงาน และขนาดชิ้นงาน โดยสวดทังสเตนแต่ละสี แต่ละขนาด จะเหมาะกับการใช้งานที่ต่างกันไป ดังนี้
ลวดเชื่อมทังสเตน สีทอง ใช้แต้มแผ่นเหล็กบางกับเหล็กที่มีส่วนผสมของอัลลอยด์สูง เชื่อมทับบนวาล์ว DIE คาร์ไบด์ ใช้กับการเชื่อม Plasma (Wels Cut) / Plasma spray Micro-plasma เหมาะมากกับการเชื่อมอาร์คซ้ำ ๆ และไม่ก่อให้เกิดกัมมันตภาพรังสีอีกด้วย ใช้ได้ทั้งกระแสตรงและกระแสสลับ DC/AC
ลวดเชื่อมทังสเตน สีแดง ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม สามารถนำกระแสไฟฟ้าได้ดี และมีความคงที่ ให้แนวเชื่อมที่ลึก และการอาร์คได้อย่างดีเยี่ยม ใช้กับการเชื่อม TIG/ Plasma / กระแสตรง DC
ลวดเชื่อมทังสเตน สีเทา ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม TIG / Plasma / กระสตรง DC
ลวดเชื่อมทังสเตน สีเขียว ใช้เชื่อมอลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ นำไฟฟ้ากระแสต่ำ ได้ดีกว่าสีอื่น ๆ และไม่ก่อให้เกิดกัมมันตภาพรังสี ใช้กับการเชื่อม TIG / กระแสสลับ AC
ลวดเชื่อมทังสเตน สีน้ำเงิน เป็นลวดเชื่อมที่นำเอาข้อดีของทังสเตนสีแดง และทังสเตนสีเขียวมารวมไว้ด้วยกัน ช่วยให้การเชื่อมอาร์กเริ่มต้นได้ดี อาร์กนิ้ม สม่ำเสมอ มีอายุการใช้งานยาวนานกว่าสีแดง ใช้เชื่อมอลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ และไม่ก่อให้เกิดกัมมันตภาพรังสี ใช้กับการเชื่อม TIG / กระแสสลับ AC
ลวดเชื่อมทังสเตน สีขาว ใช้เชื่อมโลหะแบบ จำพวกแม่มพิมพ์ อลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ ใช้กับการเชื่อม TIG / กระแสสลับ AC
ลวดเชื่อมทังสเตน สีม่วง ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม Auto TIG /กระแสตรง DC
ลวดเชื่อมทังสเตน สีเหลือง ใช้เชื่อม Low alloy สแตนเลส,ทองแดง,นิเกิล ใช้กับการเชื่อม TIG /Plasma Weld / กระแสตรง DC
ลวดเชื่อมทังสเตน สีส้ม ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม Auto TIG /กระแสตรง DC
เทคนิคการเชื่อมอาร์กอน มีอะไรบ้าง ?
A ระยะอาร์ค : ให้ใช้ค่าระยะอาร์ค เท่ากับ ขนาดของทังสเตนที่ใช้ หรือ น้อยกว่า
B ขนาดของ Nozzle (ด้านใน) : อย่างน้อยต้องเท่ากับ 3 เท่า เช่น ทังสเตนขนาด 1/16 นิ้ว ดังนั้น ต้องใช้ Nozzle ที่มีขนาดภายใน 3/16 นิ้ว
C ระยะยื่นของทังสเตน : ต้องไม่เกินขนาดภายในของ Nozzle (ในกรณีนี้ต้องไม่เกิน 3/16 นิ้ว) ถ้าต้องเชื่อมงานที่จำเป็นต้องให้ทังสเตนยาว ไปจากที่กำหนด ต้องใช้ Gas Lens
การเชื่อมทิก สําหรับในซอกแคบและลึก ที่ไม่สามารถ นําหัวเชื่อมลงไปในตำแหน่งจุดเชื่อมได้ แนะนำให้ใช้ Gas Lens ซึ่งจะช่วยลดการปรวนแปรของก๊าซปกคลุม แนวเชื่อมที่ออกจาก Nozzle ทําให้ก๊าซพุ่งออกจาก Nozzle ได้ไกลขึ้น และสามารถจับทังสเตนได้ยาวขึ้น กว่าปกติ
เทคนิคการลับปลายทังสเตนสำหรับการเชื่อมอาร์กอน หรือการเชื่อมทิก (TIG)
การลับปลายทังสเตนที่ใช้สำหรับการเชื่อมทิก มีผลโดยตรงต่อลักษณะของเปลวอาร์คขณะที่ ทำการเชื่อม โดยปกติการลับปลายทังสเตนนั้น ควรจะใช้ล้อหินเจียรหรือเครื่องลับที่เหมาะสมสำหรับ ทังสเตนเท่านั้น เพื่อป้องกันการปนเปื้อนหรือการฝังตัวของเศษโลหะในเนื้อทังสเตน เนื่องจากอาจทำ ให้เกิดปัญหาหรือข้อบกพร่องในแนวเชื่อม นอกจากนั้นทิศทางการลับปลายทังสเตนยังส่งผลโดยตรง ตอลักษณะของเปลวอาร์คด้วย
ทิศทางของทังสเตนในขณะลับปลายนั้น วิธีที่ถูกต้องจะต้องวางทิศทางการลับให้เป็นแนว เดียวกับทังสเตน ตามรูป ก. เพื่อที่จะให้เปลวอาร์คสามารถพุ่งตรงและกำหนดตำแหน่งของอาร์คได้ง่าย การลับปลายทังสเตนตามแนวขวาง ตามรูป ข. เป็นวิธีการลับที่ไม่ถูกต้องและควรหลีกเลี่ยง
เหตุผลคือขณะเชื่อม การไหลของอิเล็กตรอนที่ทังสเตนนั้นจะมีความหนาแน่นสูงที่ผิว การ ลับปลายในแนวขวางจะทำให้อิเล็กตรอนที่ไหลนั้นต้องข้ามร่องรอยที่เกิดขึ้นจากการลับ ทำให้เกิดการ อาร์คก่อนที่จะถึงปลายทังสเตน เกิดการอาร์คที่กว้างและบานออก ทังสเตนจะมีความร้อนสูงและทำ ให้ละลายหรือสึกหรอเร็วกว่าที่ควรจะเป็น
การลับปลายในแนวเดียวกับทังสเตนทำให้อิเล็กตรอนไหลได้อย่างสะดวก โดยเฉพาะ ทังสเตนที่ลับปลายให้มีความเรียบเงา อิเล็กตรอนจะวิ่งรวมกันที่ปลายทังสเตนเป็นจุดเดียว ก่อให้ เกิดการอาร์คที่ตรง ลำอาร์คแคบและสม่ำเสมอ สามารถกำหนดจุดเชื่อมได้ตามที่ต้องการ
แนวทางการลับปลายทังสเตนสำหรับการเชื่อมอาร์กอน หรือการเชื่อมทิก (TIG)
จากการศึกษาพบว่า มุมของปลายทังสเตนจะมีผลโดยตรงต่อลักษณะของแนวเชื่อมที่ ได้ อันเป็นผลมาจากกลไกทางอาร์คฟิสิกส์ เกี่ยวกับเรื่องนี้ สามารถกล่าวโดยสรุปได้ว่า การลับ ปลายของทังสเตนที่แหลมหรือมุมน้อยจะทำให้บ่อหลอมละลายของแนวเชื่อมกว้าง เกิดการหลอม ลึกน้อยหรือตื้น ในทางกลับกัน การลับปลายของทังสเตนที่เป็นมุมบ้านหรือมุมสูงจะทำให้บ่อหลอม ละลายของแนวเชื่อมแคบ เกิดการหลอมลึกมาก ตามรูป
อย่างไรก็ตาม การลับปลายทังสเตนที่แหลมมาก ๆ นั้น เหมาะสำหรับการเชื่อมที่ระดับ กระแสเชื่อมน้อย ๆ ในงานที่มีความหนาไม่มากนัก เช่น งานโลหะแผ่น หากใช้ทังสเตนปลายแหลม กับการเชื่อมกระแสสูง จะเพิ่มความเสี่ยงในการที่ปลายทังสเตนจะหลอมและหักลงไปในแนวเชื่อม ดังนั้นต้องใช้มุมของทังสเตนที่มากขึ้น ในการเชื่อมงานทั่ว ๆ ไปที่ใช้กระแสเชื่อมไม่เกิน 90 แอมป์ เราอาจจะใช้มุมทังสเตนประมาณ 20 - 30 องศา ก็เพียงพอ แต่หากกระแสเชื่อมสูงกว่า 90 แอมป์ แนะนำให้ใช้มุมทังสเตนที่สูงขึ้น
ลักษณะปลายทังสเตน ที่ผ่านการเชื่อม
ทังสเตน รูป A มีลักษณะปลายเป็นลักษณะบอล ซึ่งเป็นลักษณะของทังสเตนบริสุทธิ์ (EWP) ที่ใช้กับกระแสเชื่อมแบบกระแสสลับ AC แบบ Sine wave ในการเชื่อมอลูมิเนียม สังเกตเห็นว่า ลักษณะของปลายเป็นกลมมนเงา
ทังสเตน รูป B เป็นทังสเตนผสมทอเรียม 2% หรือที่เรียกว่าทังสเตนสีแดง หรือทังสเตน 2% (EWTh-2) ที่ลับมุมปลายแหลมเพื่อใช้กับการเชื่อมกระแสตรง (DC) โดยต่อขั้วลบ
ทังสเตน รูป C เป็นทังสเตนผสมทอเรียม 2% หรือที่เรียกว่าทังสเตนสีแดง หรือทังสเตน 2% (EWTh-2) ที่นำไปใช้เชื่อมอลูมิเนียมด้วยกระแสเชื่อมแบบกระแสสลับ (AC) สังเกตเห็นว่าที่ปลาย ของทังสเตนจะมีลักษณะของปลายมนเล็กๆ หลายจุด ไม่เหมือนกับทังสเตนบริสุทธิ์ตามรูป A ที่มีปลายกลมมนโดยสมบูรณ์
ทังสเตน รูป D เป็นทังสเตนบริสุทธิ์ (EWP) ในการเชื่อมอลูมิเนียม ที่ใช้กับกระแสเชื่อมแบบกระแสสลับ AC แบบ Sine wave หรือการเชื่อมที่ปรับกระแสสมดุลในช่วงคลื่นบวกมากกว่าคลื่นลบ ทำให้ทังสเตนได้รับความร้อนสูงมากเกินกว่าที่รับได้ สังเกตเห็นว่าลักษณะของปลายทังสเตนจะเริ่มหลอมไปในทิศทางหนึ่ง หากทำการเชื่อมต่อไปปลายทังสเตนอาจจะหลอมและหลุดลงไปในแนวเชื่อม
ทังสเตน รูป E เป็นทังสเตนบริสุทธิ์ (EWP) ที่ลับปลายแหลมและนำไปใช้กับการเชื่อมกระแสตรง (DC) โดยต่อขั้วลบ สังเกตเห็นว่าทังสเตนจะพยายามก่อตัวให้เป็นลักษณะกลมมน ซึ่งเป็นลักษณะเฉพาะของทังสเตนชนิดนี้ การใช้ทังสเตนบริสุทธิ์โดยรับปลายแหลมนี้ไม่แนะนำให้ใช้ เนื่องจากปลายทังสเตนมักจะหลอมละลายในขณะเริ่มอาร์คและทำให้ทังสเตนหลุดลงไปผสมกับเนื้อเชื่อม
ทังสเตน รูป F เป็นทังสเตนที่มีความสกปรกอันเนื่องมากจากการที่นำลวดเชื่อมไปสัมผัสกับทังสเตนในขณะเชื่อม ในกรณีเช่นนี้ควรจะหักปลายทังสเตนที่สกปรกออก และทำการลับแต่งปลายทังสเตน ให้เหมาะสม ก่อนที่จะนำไปใช้เชื่อม
ทังสเตน รูป G หากผู้เชื่อมตั้งเวลาการไหลของแก๊สปกคลุมหลังจากหยุดเชื่อม (Gas Post Flow) น้อยเกินไป จะทำให้ทังสเตนมีลักษณะเช่นในรูปนี้ สังเกตเห็นว่าผิวของทังสเตนจะต้านอันเป็นผล มาจากการทำปฏิกิริยากับอากาศในขณะที่ทังสเตนยังคงมีความร้อน หากนำทังสเตนที่มีลักษณะนี้ไปใช้เชื่อม ผิวออกไซด์ที่เกาะอยู่อาจจะหลุดเป็นสะเก็ดและลงไปผสมกับเนื้อเชื่อม ดังนั้นควรตั้งระยะเวลาการไหลของแก๊สหลังจากหยุดเชื่อมให้เหมาะสม ลักษณะที่ดีของผิวทังสเตนหลังจากหยุดการเชื่อมจะต้องเงาเหมือนกับทังสเตนในรูป A
งานเชื่อมอาร์กอน เลือกลวดเชื่อมทังสเตน Grade-A
ลวดเชื่อมทังสเตน สีทอง GOLD TUNGSTEN WL-15
ลวดเชื่อมทังสเตน (Tungsten electrode) เป็นลวดอิเล็กโทรดแบบไม่สิ้นเปลือง (Non Consumable Electrode) แต่ละสีจะผลิตจากวัสดุที่แตกต่างกันตามการใช้งาน ใช้ในงานเชื่อมอาร์กอน หรืองานเชื่อมทิก (TIG) ทั้งโลหะประเภทเหล็ก (Ferrous metals) และโลหะที่ไม่ใช่เหล็ก (Non Ferrous metal) นิยมใช้กับงานแม่พิมพ์ ภาชนะบรรจุทั้งของเหลวและแก๊ส งานที่ต้องการความเที่ยงตรง และความแข็งแรงของรอยเชื่อม
ลวดเชื่อมทังสเตน แต่ละสีใช้เชื่อมอะไร ?
สิ่งสำคัญที่ต้องคำนึงถึงก่อนเลือกใช้ลวดเชื่อมทังสเตนทุกครั้ง คือ ประเภทชิ้นงาน และขนาดชิ้นงาน โดยสวดทังสเตนแต่ละสี แต่ละขนาด จะเหมาะกับการใช้งานที่ต่างกันไป ดังนี้
ลวดเชื่อมทังสเตน สีทอง ใช้แต้มแผ่นเหล็กบางกับเหล็กที่มีส่วนผสมของอัลลอยด์สูง เชื่อมทับบนวาล์ว DIE คาร์ไบด์ ใช้กับการเชื่อม Plasma (Wels Cut) / Plasma spray Micro-plasma เหมาะมากกับการเชื่อมอาร์คซ้ำ ๆ และไม่ก่อให้เกิดกัมมันตภาพรังสีอีกด้วย ใช้ได้ทั้งกระแสตรงและกระแสสลับ DC/AC
ลวดเชื่อมทังสเตน สีแดง ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม สามารถนำกระแสไฟฟ้าได้ดี และมีความคงที่ ให้แนวเชื่อมที่ลึก และการอาร์คได้อย่างดีเยี่ยม ใช้กับการเชื่อม TIG/ Plasma / กระแสตรง DC
ลวดเชื่อมทังสเตน สีเทา ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม TIG / Plasma / กระสตรง DC
ลวดเชื่อมทังสเตน สีเขียว ใช้เชื่อมอลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ นำไฟฟ้ากระแสต่ำ ได้ดีกว่าสีอื่น ๆ และไม่ก่อให้เกิดกัมมันตภาพรังสี ใช้กับการเชื่อม TIG / กระแสสลับ AC
ลวดเชื่อมทังสเตน สีน้ำเงิน เป็นลวดเชื่อมที่นำเอาข้อดีของทังสเตนสีแดง และทังสเตนสีเขียวมารวมไว้ด้วยกัน ช่วยให้การเชื่อมอาร์กเริ่มต้นได้ดี อาร์กนิ้ม สม่ำเสมอ มีอายุการใช้งานยาวนานกว่าสีแดง ใช้เชื่อมอลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ และไม่ก่อให้เกิดกัมมันตภาพรังสี ใช้กับการเชื่อม TIG / กระแสสลับ AC ลวดเชื่อมทังสเตน สีขาว ใช้เชื่อมโลหะแบบ จำพวกแม่มพิมพ์ อลูมิเนียม แมกนีเซียม นิเกิลอัลลอยด์ ใช้กับการเชื่อม TIG / กระแสสลับ AC
ลวดเชื่อมทังสเตน สีม่วง ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม Auto TIG /กระแสตรง DC
ลวดเชื่อมทังสเตน สีเหลือง ใช้เชื่อม Low alloy สแตนเลส,ทองแดง,นิเกิล ใช้กับการเชื่อม TIG /Plasma Weld / กระแสตรง DC ลวดเชื่อมทังสเตน สีส้ม ใช้เชื่อมเหล็กที่ทนกรด ทนสนิม นิเกล นิเกลอัลลอยด์ โลหะที่หลอมละลายยาก เช่นโมลิบดินั่มโลหะเจือ แทนทาลั่ม นิโอเบียม ทองแดง ทองเหลือง ซิลิกอนสัมฤทธิ์ โลหะเจือไททาเนียม ใช้กับการเชื่อม Auto TIG /กระแสตรง DC
เทคนิคการเชื่อมอาร์กอน มีอะไรบ้าง ?
A ระยะอาร์ค : ให้ใช้ค่าระยะอาร์ค เท่ากับ ขนาดของทังสเตนที่ใช้ หรือ น้อยกว่า
B ขนาดของ Nozzle (ด้านใน) : อย่างน้อยต้องเท่ากับ 3 เท่า เช่น ทังสเตนขนาด 1/16 นิ้ว ดังนั้น ต้องใช้ Nozzle ที่มีขนาดภายใน 3/16 นิ้ว
C ระยะยื่นของทังสเตน : ต้องไม่เกินขนาดภายในของ Nozzle (ในกรณีนี้ต้องไม่เกิน 3/16 นิ้ว) ถ้าต้องเชื่อมงานที่จำเป็นต้องให้ทังสเตนยาว ไปจากที่กำหนด ต้องใช้ Gas Lens
การเชื่อมทิก สําหรับในซอกแคบและลึก ที่ไม่สามารถ นําหัวเชื่อมลงไปในตำแหน่งจุดเชื่อมได้ แนะนำให้ใช้ Gas Lens ซึ่งจะช่วยลดการปรวนแปรของก๊าซปกคลุม แนวเชื่อมที่ออกจาก Nozzle ทําให้ก๊าซพุ่งออกจาก Nozzle ได้ไกลขึ้น และสามารถจับทังสเตนได้ยาวขึ้น กว่าปกติ
เทคนิคการลับปลายทังสเตนสำหรับการเชื่อมอาร์กอน หรือการเชื่อมทิก (TIG)
การลับปลายทังสเตนที่ใช้สำหรับการเชื่อมทิก มีผลโดยตรงต่อลักษณะของเปลวอาร์คขณะที่ ทำการเชื่อม โดยปกติการลับปลายทังสเตนนั้น ควรจะใช้ล้อหินเจียรหรือเครื่องลับที่เหมาะสมสำหรับ ทังสเตนเท่านั้น เพื่อป้องกันการปนเปื้อนหรือการฝังตัวของเศษโลหะในเนื้อทังสเตน เนื่องจากอาจทำ ให้เกิดปัญหาหรือข้อบกพร่องในแนวเชื่อม นอกจากนั้นทิศทางการลับปลายทังสเตนยังส่งผลโดยตรง ตอลักษณะของเปลวอาร์คด้วย
ทิศทางของทังสเตนในขณะลับปลายนั้น วิธีที่ถูกต้องจะต้องวางทิศทางการลับให้เป็นแนว เดียวกับทังสเตน ตามรูป ก. เพื่อที่จะให้เปลวอาร์คสามารถพุ่งตรงและกำหนดตำแหน่งของอาร์คได้ง่าย การลับปลายทังสเตนตามแนวขวาง ตามรูป ข. เป็นวิธีการลับที่ไม่ถูกต้องและควรหลีกเลี่ยง
เหตุผลคือขณะเชื่อม การไหลของอิเล็กตรอนที่ทังสเตนนั้นจะมีความหนาแน่นสูงที่ผิว การ ลับปลายในแนวขวางจะทำให้อิเล็กตรอนที่ไหลนั้นต้องข้ามร่องรอยที่เกิดขึ้นจากการลับ ทำให้เกิดการ อาร์คก่อนที่จะถึงปลายทังสเตน เกิดการอาร์คที่กว้างและบานออก ทังสเตนจะมีความร้อนสูงและทำ ให้ละลายหรือสึกหรอเร็วกว่าที่ควรจะเป็น
การลับปลายในแนวเดียวกับทังสเตนทำให้อิเล็กตรอนไหลได้อย่างสะดวก โดยเฉพาะ ทังสเตนที่ลับปลายให้มีความเรียบเงา อิเล็กตรอนจะวิ่งรวมกันที่ปลายทังสเตนเป็นจุดเดียว ก่อให้ เกิดการอาร์คที่ตรง ลำอาร์คแคบและสม่ำเสมอ สามารถกำหนดจุดเชื่อมได้ตามที่ต้องการ
แนวทางการลับปลายทังสเตนสำหรับการเชื่อมอาร์กอน หรือการเชื่อมทิก (TIG)
จากการศึกษาพบว่า มุมของปลายทังสเตนจะมีผลโดยตรงต่อลักษณะของแนวเชื่อมที่ ได้ อันเป็นผลมาจากกลไกทางอาร์คฟิสิกส์ เกี่ยวกับเรื่องนี้ สามารถกล่าวโดยสรุปได้ว่า การลับ ปลายของทังสเตนที่แหลมหรือมุมน้อยจะทำให้บ่อหลอมละลายของแนวเชื่อมกว้าง เกิดการหลอม ลึกน้อยหรือตื้น ในทางกลับกัน การลับปลายของทังสเตนที่เป็นมุมบ้านหรือมุมสูงจะทำให้บ่อหลอม ละลายของแนวเชื่อมแคบ เกิดการหลอมลึกมาก ตามรูป
อย่างไรก็ตาม การลับปลายทังสเตนที่แหลมมาก ๆ นั้น เหมาะสำหรับการเชื่อมที่ระดับ กระแสเชื่อมน้อย ๆ ในงานที่มีความหนาไม่มากนัก เช่น งานโลหะแผ่น หากใช้ทังสเตนปลายแหลม กับการเชื่อมกระแสสูง จะเพิ่มความเสี่ยงในการที่ปลายทังสเตนจะหลอมและหักลงไปในแนวเชื่อม ดังนั้นต้องใช้มุมของทังสเตนที่มากขึ้น ในการเชื่อมงานทั่ว ๆ ไปที่ใช้กระแสเชื่อมไม่เกิน 90 แอมป์ เราอาจจะใช้มุมทังสเตนประมาณ 20 - 30 องศา ก็เพียงพอ แต่หากกระแสเชื่อมสูงกว่า 90 แอมป์ แนะนำให้ใช้มุมทังสเตนที่สูงขึ้น
ลักษณะปลายทังสเตน ที่ผ่านการเชื่อม
ทังสเตน รูป A มีลักษณะปลายเป็นลักษณะบอล ซึ่งเป็นลักษณะของทังสเตนบริสุทธิ์ (EWP) ที่ใช้กับกระแสเชื่อมแบบกระแสสลับ AC แบบ Sine wave ในการเชื่อมอลูมิเนียม สังเกตเห็นว่า ลักษณะของปลายเป็นกลมมนเงา
ทังสเตน รูป B เป็นทังสเตนผสมทอเรียม 2% หรือที่เรียกว่าทังสเตนสีแดง หรือทังสเตน 2% (EWTh-2) ที่ลับมุมปลายแหลมเพื่อใช้กับการเชื่อมกระแสตรง (DC) โดยต่อขั้วลบ
ทังสเตน รูป C เป็นทังสเตนผสมทอเรียม 2% หรือที่เรียกว่าทังสเตนสีแดง หรือทังสเตน 2% (EWTh-2) ที่นำไปใช้เชื่อมอลูมิเนียมด้วยกระแสเชื่อมแบบกระแสสลับ (AC) สังเกตเห็นว่าที่ปลาย ของทังสเตนจะมีลักษณะของปลายมนเล็กๆ หลายจุด ไม่เหมือนกับทังสเตนบริสุทธิ์ตามรูป A ที่มีปลายกลมมนโดยสมบูรณ์
ทังสเตน รูป D เป็นทังสเตนบริสุทธิ์ (EWP) ในการเชื่อมอลูมิเนียม ที่ใช้กับกระแสเชื่อมแบบกระแสสลับ AC แบบ Sine wave หรือการเชื่อมที่ปรับกระแสสมดุลในช่วงคลื่นบวกมากกว่าคลื่นลบ ทำให้ทังสเตนได้รับความร้อนสูงมากเกินกว่าที่รับได้ สังเกตเห็นว่าลักษณะของปลายทังสเตนจะเริ่มหลอมไปในทิศทางหนึ่ง หากทำการเชื่อมต่อไปปลายทังสเตนอาจจะหลอมและหลุดลงไปในแนวเชื่อม
ทังสเตน รูป E เป็นทังสเตนบริสุทธิ์ (EWP) ที่ลับปลายแหลมและนำไปใช้กับการเชื่อมกระแสตรง (DC) โดยต่อขั้วลบ สังเกตเห็นว่าทังสเตนจะพยายามก่อตัวให้เป็นลักษณะกลมมน ซึ่งเป็นลักษณะเฉพาะของทังสเตนชนิดนี้ การใช้ทังสเตนบริสุทธิ์โดยรับปลายแหลมนี้ไม่แนะนำให้ใช้ เนื่องจากปลายทังสเตนมักจะหลอมละลายในขณะเริ่มอาร์คและทำให้ทังสเตนหลุดลงไปผสมกับเนื้อเชื่อม
ทังสเตน รูป F เป็นทังสเตนที่มีความสกปรกอันเนื่องมากจากการที่นำลวดเชื่อมไปสัมผัสกับทังสเตนในขณะเชื่อม ในกรณีเช่นนี้ควรจะหักปลายทังสเตนที่สกปรกออก และทำการลับแต่งปลายทังสเตน ให้เหมาะสม ก่อนที่จะนำไปใช้เชื่อม
ทังสเตน รูป G หากผู้เชื่อมตั้งเวลาการไหลของแก๊สปกคลุมหลังจากหยุดเชื่อม (Gas Post Flow) น้อยเกินไป จะทำให้ทังสเตนมีลักษณะเช่นในรูปนี้ สังเกตเห็นว่าผิวของทังสเตนจะต้านอันเป็นผล มาจากการทำปฏิกิริยากับอากาศในขณะที่ทังสเตนยังคงมีความร้อน หากนำทังสเตนที่มีลักษณะนี้ไปใช้เชื่อม ผิวออกไซด์ที่เกาะอยู่อาจจะหลุดเป็นสะเก็ดและลงไปผสมกับเนื้อเชื่อม ดังนั้นควรตั้งระยะเวลาการไหลของแก๊สหลังจากหยุดเชื่อมให้เหมาะสม ลักษณะที่ดีของผิวทังสเตนหลังจากหยุดการเชื่อมจะต้องเงาเหมือนกับทังสเตนในรูป A
งานเชื่อมอาร์กอน เลือกลวดเชื่อมทังสเตน Grade-A
ลวดเชื่อมทังสเตน สีทอง GOLD TUNGSTEN WL-15































มีหน้าร้านไหม
บริการส่งผ่าน Grab/LINE/Lalamove
ชำระเงินได้ช่องทางไหน
เวลาทำการของบริษัท
จัดส่งกี่วันถึง จะส่งเมื่อไหร่ ได้ของวันไหน
จัดส่งทางไหน ทางขนส่งเอกชน ไปรษณีย์ หรือจัดส่งเอง

มีสินค้าจำหน่ายในราคาส่ง
สินค้าสั่งผลิต - พรีออเดอร์ จะต้องชำระเงินก่อน 50% ของยอดสั่งซื้อ และชำระ 50% ก่อนจัดส่ง